
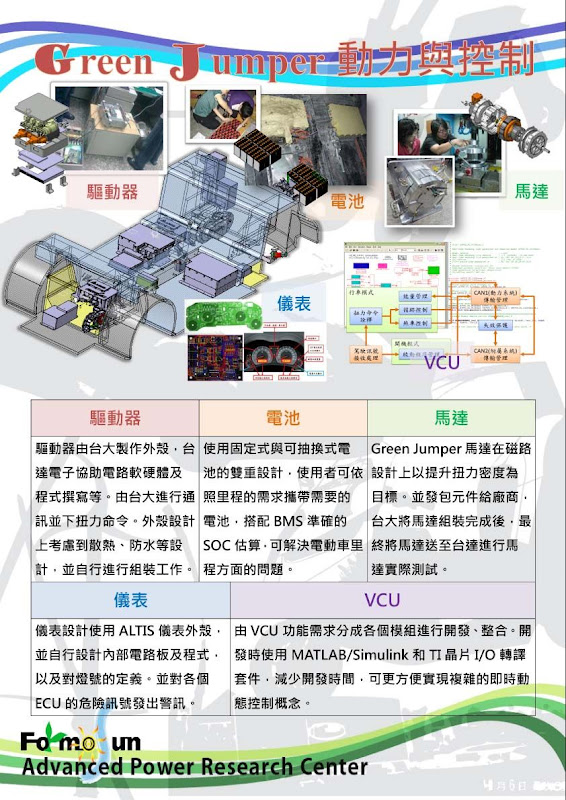
http://lh4.ggpht.com/_U1Ax4rQFwSQ/TMa_KrEHFUI/AAAAAAAADRc/aigkvKeKLOw/%E6%B5%B7%E5%A0%B1%E5%AE%8C%E7%A8%BF_%E5%8B%95%E5%8A%9B%E6%8E%A7%E5%88%B6.jpg
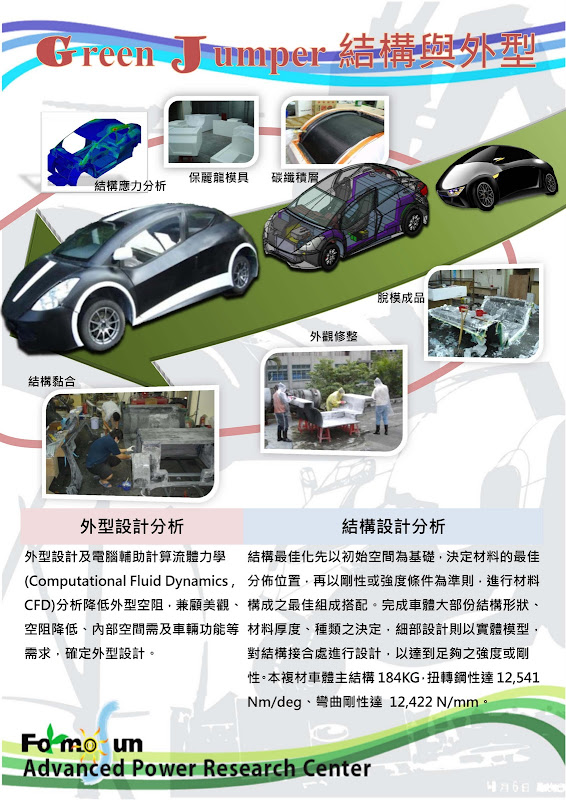
http://lh6.ggpht.com/_U1Ax4rQFwSQ/TMa_Lez2yjI/AAAAAAAADRo/guH6ExjXmiY/%E6%B5%B7%E5%A0%B1%E5%AE%8C%E7%A8%BF_%E7%B5%90%E6%A7%8B%E5%A4%96%E5%9E%8B.jpg
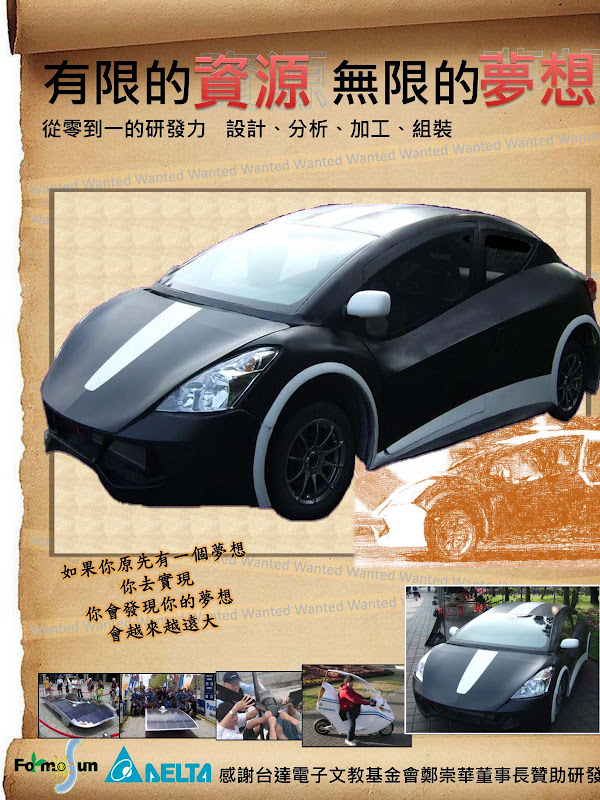
http://lh6.ggpht.com/_U1Ax4rQFwSQ/TMa_eXdaYaI/AAAAAAAADRw/mIxtmnXovkk/%E5%A4%A2%E6%83%B3%E7%84%A1%E9%99%90.jpg

http://lh5.ggpht.com/_U1Ax4rQFwSQ/TMbApd3FXXI/AAAAAAAADSU/EqjP2a--2gU/%E9%9B%BB%E5%8B%95%E8%BB%8A_%E5%90%88%E4%BD%B5%E5%9C%96%E5%B1%A4%27.jpg
